ICTACT Journal on Management Studies
Volume 2, Issue 1 - February 2016
NEED FOR KAIZEN DEPLOYMENT INITIATIVE IN INDIAN INDUSTRIES
Thirumani Muniswami Iyer Venkatesan1 and Goutam Kumar Kundu2
VIT Business School, VIT University, IndiaDOI: 10.21917/ijms.2016.0031
Abstract :
The purpose of this paper is to explore the need for deployment of Kaizen initiatives in Indian industries in the wake of globalization and opening of economy. Toyota, an automobile major from Japan took up this challenging initiative and adopted ‘KAIZEN’ practices in their country which led to customer satisfaction, on time delivery, and nil rejection through PQCDSM/Lean Tools. This has put them in the world-class excellence in quality. Indian Industries (both manufacturing & services) need to upgrade themselves to face severe competition from China and other south Asian developing countries through continuous improvement. The road blocks and barriers for ‘KAIZEN’ initiative adoption are reviewed and need to take up this culture change are summarized at the concluding chapters.
Keywords:
PQCDSM, Continuous Improvement, KAIZEN, Lean Tools, World-class
1. INTRODUCTION
1.1 OBJECTIVE
Objective of this literature review paper is to highlight the benefits/opportunities in the implementation of ‘KAIZEN’ activity in an Indian Industry. Apart from this ‘need’ for adoption of this proven technique and any gaps in the known literature papers are also summarized in the end of this paper. This review, the author presume, will remove any apprehensions to take up KAIZEN in an Industry.
1.2 CONTENTS
Apart from the methodologies, Tools and Technologies, the background from Toyota (the first to introduce the concept way back in 1970), opportunities gained by several select industries in India such as Engineering, Process, Pharmaceutical, Electronics and Service industries such as airports, railways, transports, banks, and insurance sector are all covered along with barriers. Finally the myths are addressed and emphasis laid to take up this on war footing by industries.
Industries in India especially SMEs (Small and Medium Enterprises) which are categorized as per MSME Act 2006 as follows for both Manufacturing and Service setups (Table.1).
After liberalization and opening up of Economy, SMEs in India were showered with great opportunities for growth, at the same time, serious challenges to compete and survive. Consumers both to Manufacturing and Service sectors are posing challenges to them in terms of cost, reduction in inventory, on time delivery, quality issues, improvement in lead time, and reduction in floor space [43].

Table.1. Category of SMEs [47]
SME in India is having a major role in Indian Economy. They are normally run by technocrats (one man show) with limited man power. But they provide great opportunity for employment both in rural and urban areas. There are many internal factors resisting their growth and restricting its capabilities. They hesitate to adopt newer technologies quickly. In order to meet global competition and meet export commitments in terms of Cost, Quality, and Delivery, their capabilities are to be challenged. This is also possible by adopting Lean initiatives [1]. For achieving the above and also to improve their market share Lean Methodologies have come as a ‘Boon’ to them. Lean Methodologies addressing tools such as,
- a) Quality at source
- b) Lower product price
- c) Layout Improvement [cellular flow]
- d) Lower Launching time
- e) Standardized work
- f) Poka-Yoke [Mistake Proofing]
- g) 5S workplace excellence / Workplace Management.
- h) POUS [Point of Use Storage]
- i) CED (Cause & Effect Diagram / Ishikawa Diagram)
- j) SMED [Single Minute Exchange Die or Quick ChangeOver]
- k) TPM [Total Productive Maintenance addressing zerodefect, zero breakdown, zero accidents]
- l) Visual Communication.
All these tools leading to process improvement, continuous improvement defined as KAIZEN with total employee empowerment and involvement [27]. Toyota is the first organization to implement this. [11]. KAIZEN Event (KE) appeared in 1970s with Toyota as its leader [37].
Operations management and Industrial Engineering community is leading a quite lot of process improvement programs [16]. KAIZEN is a continuous improvement program with dedicated cross functional team focusing on specific goals in an accelerated time frame [18]. Industrial Engineering is aimed with design, improvement and deployment of integrated system addressing inputs such as materials, men, information, machinery and energy. This focus on specific knowledge and skill in the mathematical, physical and social sciences put together with principles and methods of engineering analysis and design to evaluate and examine results obtained by such system. Kaizen Events introduced in SMEs were a evolution and revolution to transform the people and gain skill and knowledge to change the structure of the organization to face challenges. Kaizen Event (KE) is also called a rapid improvement aimed to produce “accelerated progress” workshop or “KAIZEN BLITZ” [33]. Some of the ideas in the literature about KAIZEN are:
- 1. Buy in from the Top Management and its totalcommitment [36].
- 2. Address waste elimination [12].
- 3. Deployment of cross functional teams [29].
- 4. Focused action plan [33].
- 5. Involving first hand observation of the target area [34].
- 6. Introduce “fresh eyes” means adopt the event with such ofthose who do not have prior knowledge of the process;who can think differently. [28].
The preliminary models employed in Kaizen Event (KE) are:
- a) Change in work force
- b) Team formation cross functional
- c) Improved culture
- d) Experimentation
- e) Goal clarity
- f) External support both suppliers and customers
- g) Internal Collaboration (Knowledge Sharing)
- h) Goal difficulty
- i) Knowledge on Continuous Improvement
- j) Performance review
Apart from the tangible benefits by KE, other advantages are KSA (Knowledge, Skill, and Attitude) of its employees. These are very valuable permanent asset, which can create wonders to the organization.
Japanese have taught KAIZEN in schools, and they developed creativity as to how to do it better and how to implement continuous improvement. Learning KAIZEN at an early age has given great transformation for the Japanese to adopt KAIZEN and make it success [37]. This culture has gone into their blood stream and miraculous transformations happened in the manufacturing industry in Japan during 1970s. Within a short time Japanese products posed great challenge to US and Europe.
2. BACKGROUND
The term KAIZEN is derived from two Japanese words ‘KAI’ meaning Change. ‘ZEN’ meaning Good. [24]. Otherwise also it is explained as “To take apart a process and put it back in a better way” [39]. Continual improvement is a very common terminology as per Masaki Imai [31].
In US, Kaizen Event (KE) is called “KAIZEN BLITZ” which means Continuous Improvement (CI) one of the strategies adopted by TPS (Toyota Production System). [6]. KE aims to monitor the efficiency of a working environment and it also improves the process and output of every employee. [14]. KE is a team based problem solving and decision making skills in employees are key for a win-win situation in a Lean success program. Focus is on the impact of the overall organizations culture. “If you want to change anything in life change the channel, and change the frequency by changing your thoughts”. The vibrations of mental forces are the finest and consequently the most powerful in existence [17]. Culture change/transformation is the under pinning of any successful change. Change is the most important and difficult thing to do in a KE.
2.1 PRINCIPLES OF KAIZEN [8]
Principle 1: KAIZEN is a Process Oriented System. Total employee involvement and the management takes initiative to train the employees and give them adequate exposure to hone their skills [10].
Principle 2: Continuous Improvement and maintaining the standards. Every tiny improvement makes a large difference collectively [20]. PDCA (Plan, Do, Check, Act) cycle can be used to maintain the cyclic method of improvement and keep the momentum [32].
Principle 3: People Orientation. From top to bottom every associate will be involved in KAIZEN to improve the system [40]. Training of people is an investment and is not an expense or waste [20]. Employees’ habits shall be changed.
Most Kaizen Events (KE) are conducted using 3-5 days concentrated work sessions with activities normally comprising the following: [33].
- a) Identification of the Opportunities for improvement
- b) Documentation of an action.
- c) Documentation of the current state
- d) Team Training
- e) Improvement selection
- f) Results presentation
Key elements for a successful change are people. Most of the time “people” aspect is conveniently overlooked and which can fail the initiative in an organization. Organization adopting the above on continuous learning course and adopting to changing business environment and therefore a burning platform means a place of happening.
Also complicated problems are not taken in KE, but challenging stretch goals can be addressed. [28]. A facilitator training is required and document before and after KE, through photos/videos. The communication mechanism to disseminate the knowledge and transfer of knowledge to other in the organization.
Once the opportunities for improvement is finalized the team get into action. Quick win opportunities (Low hanging fruits are all addressed).
The methodology of ‘Lean’, the gap between the CVSM (Current Value Stream Map) and FSM (Future Value Stream Map) address the elimination of waste activities [15]. Waste reduction leads to quality improvement, production improvement, increasing efficiency and increasing competitive edge.
2.2 SEVEN TYPES OF WASTES
Seven types of wastes are indicated in Fig.1 [23].

Fig.1. Relationship between wastes [23]
2.2.1 How Inventory is related to others:
Inventory to Overproduction: When employees can produce more than what is required because of availability of excess stores [5].
Inventory to Defects: Higher inventory lacks concern and defect can happen due to unsuitable storing conditions.
Inventory to Motion: Higher inventory leads to higher search time, moving and handling [7].
Inventory to Transportation: Increased inventory blocks the gangway and increased movement leads to higher transportation [22].
2.2.2 How Motion is related to others:
Motion to Inventories: Non standard working may bring in higher quantum of inventories.
Motion to Defects: Non standard working can produce more defects.
Motion to Process: Non standard processes may produce defects due to lack of knowledge about the capacity of available technology. [33].
Motion to Waiting: Activities like researching, grasping, moving and assembling can increase the waiting time. [22].
2.2.3 How Defects are related to others:
Defects to Over Production: Defects causes higher stock to meet the needs of customer. This leads to over production.
Defects to Inventories: Defective parts require rework and this cause higher WIP (Work In Progress). [22].
Defects to Motion: Movement of parts for re-inspection, rework, segregation all this leads to higher motion.
Defects to Transport: Movement of defective parts to isolated area and for rework if necessary causes additional transportation.
Defects to Waiting: Rework can reserve the work stations and this leads to other parts waiting.
2.2.4 How Over Production is related to other wastes:
Over Production to Inventory: Over production ultimately gives scope for heavy accumulation of huge raw materials. More raw materials lands in more WIP (Work In Progress) and this occupies huge floor space [5].
Over Production to Defects: Employees in the process producing more than required produces more rejections and there is sufficient room to hide the defective ones.
Over Production to Motion: Overproduction leads to non standardized working method leads to significant motions additionally.
Over Production to Waiting: Due to over production work stations accumulating queuing for process and this ultimately lands in customer waiting for the products which is a waste.
2.2.5 How Process is related to others:
Process to Over Production: In order to reduce the cost of operation/machine time, machines may be operating full time/shift which fully results in over production.
Process to Inventories: Combining operations in one cell may result in increase of WIP.
Process to Defects: When the machine is not maintained properly, this can lead to defects.
Process to Motion: Improper training may produce human motion leading to waste [7].
Process to Waiting: When old methodology has been used then setup times and repetitive downtimes may lead higher waiting times [21].
2.2.6 How Waiting is related to others:
Waiting to Over Production: When a machine has been waiting for instructions producing more till instructions are received instead of keeping the machine idle.
Waiting to Inventories: Waiting means more items than required at a given time may be in the form of raw materials, WIP, or finished goods.
Waiting to Defects: Waiting items can cause defects due to unsuitability of conditions.
2.2.7 How Transportation is related to others:
Transportation to Over Production: Items may be produced excess to minimize transportation cost/unit [30].
Transportation to Inventories: Insufficient material handling equipment accumulates more inventories in process [7].
Transportation to Defects: Non suitable material handling system can make damages leading to defects [22].
Transportation to Waiting: When Material handling equipment is insufficient, the product has to wait [22].
Transportation to Motion: Non availability of standard handling equipment can cause more changes, movements, suggestions.
KAIZEN identifies and eliminates the problems associated with any process or system or it may be of our general life [19]. KAIZEN motivates the employees to overcome their problems and difficulties in their own [41].
In a health care delivery system KE (Kaizen Event) were using process outcome metrics such as throughput, waiting time, length of stay, patient safety, and satisfaction scores in health care [38]. Many health care organizations are utilizing KE to rapidly improve their care delivery process. This is possible when Kaizen Team has Lean and Kaizen facilitators and training. Organizations have often linked Kaizen programs with Lean Manufacturing programs.
3. METHODOLOGIES
Simple baby steps for practising ‘KAIZEN’ and basic rules for the culture change are discussed. Live case study sheet presentation is made for systematic approach in ‘KAIZEN’ implementation.
3.1 TEN BASIC RULES
Ten basic rules for practising Kaizen (Improvements) in Gemba (Workplace).

Table.2. Ten basic rules for practicing Kaizen
Explanation: Basic rules paving the path of thinking, assumptions, guidelines, and objectives and results achievable if followed.
3.2 NINE STEPS TO ACHIEVE SUCCESS
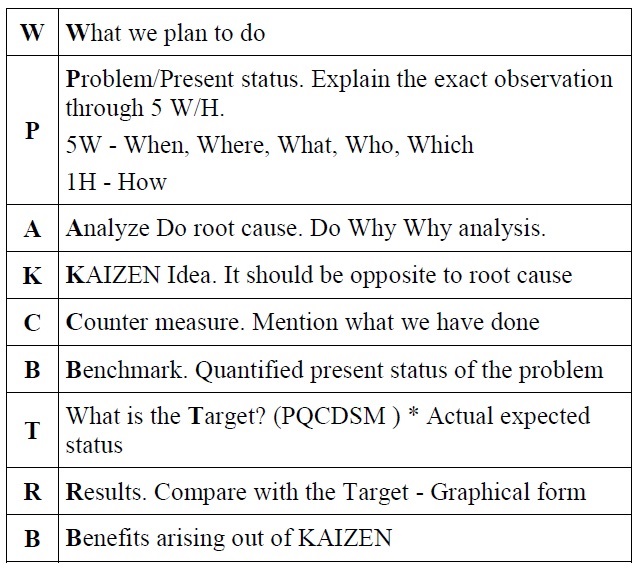
Table.3. 9 Steps to Achieve Success
Explanation: Shall indicate the analytical skill development to compare benchmark and base lines and results. Actually it is a measurement skill for analysis of ‘Kaizen’ approach.
When KAIZEN is done benefit shall be among any one of six mentioned above.
3.3 KAIZEN CASE STUDY SHEET (SAMPLE)
KAIZEN Case Study in Fig.2 is a sample about how the preparations are made depicting the purpose, the areas of benefit, the position before and after with a picture, benefits and graphical representation. Apart from this, total time taken to complete this assignment and people behind success of this KAIZEN. This kind of format shall be standardized in any organization to have uniformity of presentation and information.
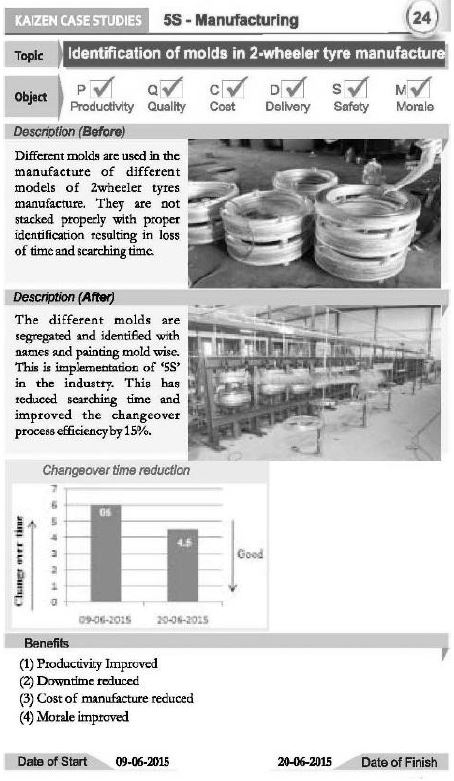
Fig.2. KAIZEN Case Study Sheet [45]
4. OPPORTUNITIES IN KAIZEN
Some of the benefits achieved through Kaizen Event, on 5S, Lean, TPM, and Energy headings. [45]. Team based problem solving and decision making skills in employees are key for a successful lean transportation. [14].
An in-depth analysis of 200 live case study analysis from different manufacturing industries like Automobile, Engineering, Steel, Pharmaceutical, Electronics, and Chemical.
Case study analysis survey:

Table.4. Case Study Analysis [45]
Explanation: The case study analysis data is explaining the percentage of contribution on different heading such as 5S, Lean, TPM, and Energy Conservation topics. Wastes on all the topics are covered using different tools as approach.
Tangible and non-tangible benefits on 200 live case studies made:

Table.5. Tangible and Non Tangible Benefits [45]
Explanation: The Table.5 indicates the tangible and non-tangible KAIZENs employed in the live case studies of 200. Out of this 21 non-tangible ones and 179 are tangible KAIZENs. This works out tangible ones alone to 89.5% and 10.5% tangible respectively. Non tangible are also useful to the organizations as they are addressed as safety and morale. This is not measurable immediately but no doubt valuable.
Employee Innovation Metric Showing the Outcome of Kaizen Event:

Table.6. Employee Innovation Metric [40]
Explanation: During six successful KE (Kaizen Events) 216 suggestion given by the employees all put together and the employee innovation metric indicates that 83% of the suggestions were implemented and 74% of the suggestions were sustainable which are good for the Industry.
4.1 HOW THE KAIZEN HAS BENEFITED ORGANIZATION ON VARIOUS HEADINGS

Table.7. How the Kaizen has benefited Organization on various headings [45]
Explanation: Analysis on PQCDSM benefits to the organization on Productivity 48.5% Kaizen and Quality areas 41.5%, Cost wise 91.5% the second highest, and on-time delivery improvement Kaizen were 35%. Safety Kaizen areas were 46% and Morale 98.5% the highest factor of the KAIZENs made.
From the above it is clear how Kaizens are helping the industry in different heads of benefits to the Industry. One single most benefit accruing out of Kaizen undoubtedly is the improving the morale of the employees in the organization. Improvement of morale improves the attitude towards the work and in term changes the culture.
5. FINDINGS
Lincoln Industries which offers a variety of metal finishing and anodizing capabilities has also shared its successful experience with Kaizen Events. In 2007, Lincoln Industries held over 27 Kaizen Events and identified over 6,30,000 Euros in savings. In 2005, Lincoln Industries held over 35 Kaizen Events and identified 16,300 Euros in savings.
Everyone is encouraged to come up with small improvement suggestions on a regular basis. This is not once a month or once a year activity. This is continuous. In Japanese companies such as Canon, a total of 60/70 suggestions per employee per year are written down, shared and implemented [47].
To drive consistency each and every event is reviewed by a continuous improvement team to make sure key actions have been followed through once the initial even has been completed. 84 people participated in Kaizen events and 20% of the employees were trained in Lean in the year 2007. Whereas in the year 2008, more than 200 employees participated in Kaizen Events and 100% of the employees have been trained in Lean knowledge.
Processing time after Kaizen in a small scale industry in India reduced by 44% and amount of `64,000 has been saved by recovering a total of 80 square feet of working area. Improvement in the form of work flow has been achieved [9].
5.1 REPORTED RESULTS OF KAIZEN EVENTS [19]

Table.8. Reported Results of Kaizen Events
Explanation: The Table.8 indicates areas of improvement in implementation of Kaizen are Lead Time Reduction (customer delivery D) improvement in Cycle Time (Productivity P), decrease in WIP (Cost C), time in assembly time (Productivity P).

Fig.3. KAIZEN as a subset of TQM [25]
Explanation: A right combination of total involvement and commitment of Top Management and ‘KAIZEN’ knowledge and continuous training can bring the total culture change to achieve TQM in an organization.
5.2 KAIZEN FLAG
Explanation: Kaizen Flag is a pictorial representation of role of Top Management and Middle Management in Kaizen idea has a higher role as against Supervisor or Workmen.
At Toyota each year the 67,000 employees present approximately, 7,00,000 cost saving improvement ideas with over 99% of the ideas implemented [35]. This strategy has placed Toyota on an enviable platform of productivity.
Kaizen Case Study in small and medium enterprises which produces machines spare parts and food processing machines. The focus on Kaizen implementation has reduced the time loss to the tune of 48-44%. Sales order processing time reduced by about 6.98% and production lead time reduced by about 14.93%. These results have proved the effectiveness of KAIZEN Methodology [36].
A Japanese factory in Thailand: while there were more than 5,000 suggestions for improvement in 2007, there were nearly 10,000 in 2008. The cost utilizing effect of small group activities in 2008 was more than double what was in 2007. While production volume per employee increased by almost 15% from 2007.
Kaizen activity improved the following in an industry as follows [26]:
Reduction in setup time = 70% to 90%
Production increase = 20% to 60%
Process time reduction = 40% to 80%
Inventory reduction = 30% to 70%
6. BARRIERS
Barrier for Implementation of Kaizen. There are a few barriers in Indian SME sectors for adoption of the ‘KAIZEN’ knowledge in them.
- i) Non-Availability of time: In a small scale industry, they are mostly run by one person only. They cannot employ senior executives as there is a financial crunch always. In this case entrepreneur always do firefighting and have to struggle to attend to the training needs.
- ii) Feeling of Insecurity: SMEs are facing loss of technology or know how when it is exposing the industry to outsiders. They feel their knowhow can be stolen and make them less competitive.
- iii) Training of Personnel: Due to higher attrition levels, the cost of training when employees leave the organization leaves them great loss in the cost incurred by training the existing employees.<
- iv) Lack of Resources: Even though the entrepreneur is willing to take up Kaizen, non-availability of manpower, cash flows, are all a constraint for taking up Kaizen culture change.
7. CONCLUSIONS
KAIZEN a never ending journey and not a destination is the need of the hour due to the following reasons. The literature survey has covered all the opportunities and benefits leading to embracing Kaizen culture but the gaps observed by the author on the available research findings are the compelling circumstances needing the change.
- 1. Industries in India are competing with developing countries such as China/Southeast Asian countries such as Indonesia, Sri Lanka, Malaysia, Vietnam, Philipines, etc. and as such ‘KAIZEN’ tool can keep them floating ahead of competition.>
- 2. Therefore SMEs have to adopt ‘KAIZEN’ which do not require any investment in the form of capital machinery, except on training expenses which are very small.>
- 3. QCD (Quality, Cost, Delivery): QCD concept has all to be met. No single factor can satisfy the customers. ‘KAIZEN’ methodology addresses these.>
- 4. SMEs are generally facing margin for their survival, and ‘KAIZEN’ a culture change without additional capital investments can be taken.
- 5. For adopting ‘KAIZEN’ culture, simple training is sufficient. Therefore, constraints on time for training is not considered.>
- 6. No need of highly educated and highly skilled manpower is required for learning the skills. As ‘Kaizen’ is a basic common sense approach any technician, unskilled personnel can also be gainfully adopted.>
- 7. Kaizen addresses six areas of improvement. They are PQCDSM (Productivity, Quality, Cost, Delivery Safety and Morale) and each of them are concern in any working environments in an Industry.>
- 8. Where attrition rates are high in the Indian SMEs, this ‘KAIZEN’ culture can bond the employees to retain them for longer periods after having trained them.>
- 9. Even when attrition levels are high and even though people leaving organization, when systems are in place, it takes care of new entrants without much experience also can be taken care.>
- 10. ‘KAIZEN’ adoption can improve the image of SMEs and they can capitalize this on getting improved market share from their clients.>
- 11. When cluster based ‘Kaizen’ workshops are conducted, it will pave way for knowledge transfer, mutual inspiration at a very nominal investment.>
- 12. ‘KAIZEN’ introduction a culture change to the Industry brings in many additional infinite benefits apart from PQCDSM.>
- 13. ‘KAIZEN’ adoption builds up pride of the employees as if as it is a TEI (Total Employee Involvement process).>
In the light of addressing the above needs, the simple tool which can transfer Indian Industry will no doubt take them to larger scale of operations and become world class players.
REFERENCES
[1] Amit Kumar Arya and Sanjeev Kumar Jain, “Impact of Kaizen in a Small Scale Industry in India - A Case Study”; International Journal of Lean Six Sigma, Vol. 5, No. 1, pp. 22-44, 2013.
[2] Jaideep Motwani, “A Business Process Change Framework for Examining Lean Manufacturing: a Case Study”, Industrial Management and Data Systems, Vol. 103, No. 5, pp. 339-346, 2003.
[3] Adam Paul Brunet and Steve New, “Kaizen in Japan: An Empirical Study”, International Journal of Operations and Production Management, Vol. 239, No. 12, pp. 1426-1446, 2003.
[4] Adedeji Adeyemi Charlesand Okolie Kevin Chucks, “Adopting the Kaizen Suggestions system in South African Lean Automotive components”, Science Journal of Business Management, Vol. 2012, pp. 1-10, 2012.
[5] Jannis Angelis and Bruno Fernnandes, “Innovative Lean: Work Practices and Product and Process Improvements”, International Journal of Lean Six Sigma, Vol. 3, No. 1, pp. 74-84, 2012.
[6] Phan Chi Anh, Zeng Jing and Yoshiki Matsui, “Empirical study on transferability of Kaizen practices”, Proceedings of 11th International DSI and the 16th APDSI Joint Meeting, 2011.
[7] Katsuki Aoki, “Transferring Japanese Kaizen Activities to Overseas Plants in China”, International Journal of Operations and Production Management, Vol. 28, No. 6, pp. 518-539, 2008.
[8] Amit Kumar Arya and Sanjeev Kumar Jain, “A Case Study of Achieving Business Excellence through 5S Implementation for Small Scale Industries in Recent Scenario”, Proceedings of International Conference on Sustainable Business Growth in Turbulent Times: Opportunities and Challenges, pp. 52-53, 2013.
[9] Amit Kumar Arya and Sanjeev Kumar Jain, “Benefits of using 5S in Small Scale Industries: a Case Study”, Proceedings of International Conference on advance in Mechanical and Computer Engineering, pp. 113-116, 2013.
[10] Andres Berger, “Continuous Improvement and Kaizen: Standardization and Organizational Designs”, Integrated Manufacturing Systems, Vol. 8, No. 2, pp. 110-117, 1997.
[11] J. Bicheno, “Kaizen and Kaikaku”, Manufacturing Operations and Supply Chain Management: The Lean Approach, in: D. Taylor and D. Brunts, eds, Thomson Learning, pp. 175-184, 2001
[12] Michael D. Boyer, “The Rapid Improvement Workshop as a Tool for a Change”, Journal of Ship Production, Vol. 18, No. 3, pp. 152-158, 2002.
[13] Kenneth K. Boyer, “An Assessment of Managerial Commitment to Lean Production”, International Journal of Operations and Production Management, Vol. 16, No. 9, pp. 48-59, 1996.
[14] Adam Paul Brunet and Steve New, “Kaizen in Japan - An Empirical Study”, International Journal of Operation and Production Management; Vol. 23, No. 12, pp. 1426-1446, 2003.
[15] Cem Canel, “Just-In-Time is not for Manufacturing: a Service Perspective”, Industrial Management and Data Systems, Vol. 100, No. 2, pp. 51-60, 2000.
[16] David Chan, “Functional Relationship among Constructs in the Same Content Domain at Different Levels of Analysis. A Typology of Composition MODELS”, Journal of Applied Psychology, Vol. 83, No. 2, pp. 234-246, 1998.
[17] Rhonda.Byrne, “The Secret”, Atria Books, 2006.
[18] Jennifer A. Farris, Eileen M. Van Aken, Toni. L. Doolen and June Worley, “Critical Success Factors for Human Resource Outcomes in Kaizen Events: An Empirical Study”, International Journal of Production Economics, Vol. 117, No. 1, pp. 42-65, 2009.
[19] Frank Montabon, “Using Kaizen Events for Back Office Process: the Recruitment of Frontline Supervisor Co-Ops”, Total Quality Management and Business Excellence, Vol. 16, No. 10, pp. 1139-1147, 2005.
[20] Shrinivas Gondhalekar, A. Subash Babu and N.B. Godrej, “Towards TQM using Kaizen Process Dynamics: a Case Study”, International Journal of Quality and Reliability Management, Vol. 12, No. 9, pp. 192-209, 1995.
[21] Robert M. Grant, “The Resource Based Theory of Competitive Advantage: Implications of Strategy Formulation”, California Management Review, Vol. 33, No. 3, pp. 114-135, 2001.
[22] Roger W. Hoerl and Martha M. Gardner, “Lean Six Sigma, Creativity and Innovation”, International Journal of Lean Six Sigma, Vol.1, No. 1, pp. 30-38, 2010.
[23] Ibrahim A. Rawabdeh, “A Model for the Assessment of Waste in Job Shop Environments”, International Journal of Operations and Production Management, Vol. 25, No. 8, pp. 800-822, 2005.
[24] iSixSigma LLC, “Six Sigma quality resources for achieving Six Sigma results dictionary”, available at: www.isixsigma.com/dictionary/kaizen-42.htm (accessed April 20, 2006), 2004.
[25] Jagadeep Singh and Harwinder Singh, “Continuous Improvement Philosophy - Literature Review and Directions”, Benchmarking: An International Journal, Vol. 22. No. 1, pp. 75-119, 2015.
[26] Jignesh A. Bhol, Darshak. A. Desai and Rohit.M. Patil, “The Concept and Methodology of Kaizen: A Review Paper”, International Journal of Engineering and Development and Research, Vol. 2, No. 1, pp. 812-820, 2014.
[27] E.K. Keating, R. Oliva, N.P. Repenning, S. Rockart and J.D. Sterman, “Overcoming the improvement paradox”, European Management Journal, Vol. 17, No. 2, pp. 120-134, 1999.
[28] Gary LeBlanc, “Kaizen at Hill-Rom”, The Center for Quality of Management Journal, Vol. 8, No. 2, pp. 49-53, 1999.
[29] J. Lewis, “Don’t Lean on Kaizen Events”, FDM, Vol. 79, No. 13, pp. 73-74, 2007.
[30] Jung Lyu Jr, “Applying Kaizen and Automation to Process Reengineering”, Journal of Manufacturing Systems. Vol. 15, No. 2, pp. 125-132, 1996.
[31] Masaaki Imai. “Kaizen: The Key to Japan’s Competitive Success”, McGraw-Hill Higher Education, 1988.
[32] T. McNicholas, R. Hassinger and G.W. Bapst, “Quick and Continuous Improvement through Kaizen Blitz”, Hospital Material Management, Vol. 20, No. 4, pp. 1-7, 1999.
[33] Steven A. Melnyk, Roger Calantone, Frank Montabon and R.T. Smith, “Short-Term Action in Pursuit of Long-Term Improvements: Introducing Kaizen Events”, Production and Inventory Management Journal, Vol. 39, No. 4, pp. 69-76, 1998.
[34] Geoffrey Mika, “Kaizen Event Implementation Manual”, Wake Forest University, 2002.
[35] Jon Miller, “The Suggestion System is No System”, Gemba Research, pp. 1-11, 2003.
[36] A.P. Puvanasvaran, S.T. Robert Kerk and A.R. Ismail, “A Case Study of Kaizen Implementation in Small and Medium Industries”, Proceedings of 2nd National Conference in Mechanical Engineering for Research and Postgraduate Studies, pp. 374-392, 2010.
[37] Jeffrey Pfeffer and Christina T. Fong, “The End of Business Schools? Less Success than Meets the Eye”, Academy of Management Learning and Education, Vol. 1, No. 1, pp. 78-95, 2002.
[38] Nancy B. Riebling, Angelo Pellicone, Antz Joseph and Charles Winterfeldt, “CT Scan Throughput”, iSixSigma Magazine, Vol. 3, No. 1, pp. 1-6, 2007.
[39] John H. Sheridan, “Kaizen Blitz”, Industry Week, Vol. 246, No. 16, pp. 18-27, 1997.
[40] Sreekanth Ramakrishnan and Michael Testani, “The Role of Kaizen Events in Sustaining a Lean Transformation”, Proceedings of Conference on Industrial and Systems Engineers, 2010.
[41] Alexander Styhre, “Kaizen, Ethics and Care of the Operations: Management after Empowerment”, Journal of Management Studies, Vol. 38, No. 6, pp. 795-810, 2001.
[42] Gary S. Vasilash, “Walking the Talk of Kaizen at Freudenberg-NOK”, Production, Vol. 105, No. 12, pp. 66-71, 1993.
[43] Wiljeana Jackson Glover, “Critical Success Factors for sustaining Kaizen Event outcomes”, Ph.D dissertation, Department of Industrial and System, Engineering, Virginia Polytechnic Institute, 2010.
[44] James P. Womack and Daniel T. Jones, “From Lean Production to the Lean Enterprise”, Harvard Business Review, pp. 93-103, 1994.
[45] T.M. Venkatesan, “War-on-Waste (200 Live Case Study)”, FOCUS-5, 2016.
[46] G. Hart, “Kaizen Event”, http://www.hartinnovations.com
[47] D.K. Sinha, “Salient Features of on MSMED Act, 2006 – Explained”, Available at: http://www.yourarticlelibrary.com/law/salient-features-of-on-msmed-act-2006-explained/41018/.